

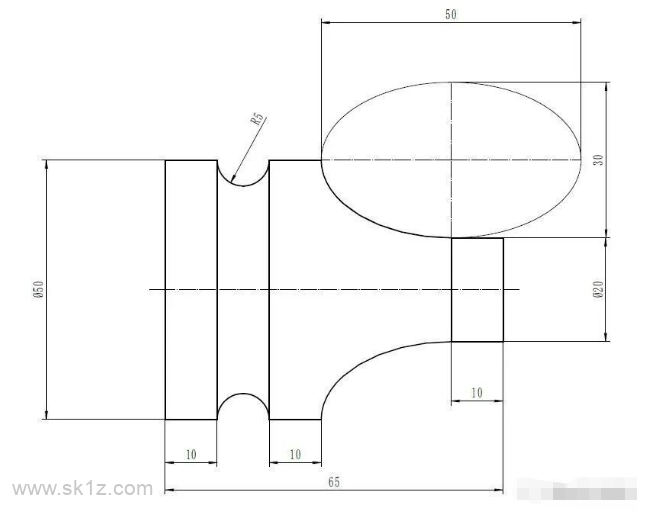

看上图椭圆不在工件坐标系中,上种情况属于椭圆偏置,对于这种编程还是以椭圆中心进行计算编程,以公式法编程。以下就是单独椭圆宏程序。
O1
M3S600T0101
#1=25 椭圆长半轴赋值
#2=15 椭圆短半轴赋值
#3=50 椭圆在工件坐标系X坐标的赋值
#4=-10 椭圆在工件坐标系Z坐标的赋值
#5=0 椭圆在工件坐标系里起点赋值
#6=-25 椭圆在工件坐标系里终点赋值
#7=0.2 拟合步距
G00X52Z2
WHILE[#5GE#6]DO1 加工条件判断
#8=-#2*SQRT[1-[#5*#5]/[#1*#1]] 求x值
G01X[2*#8+#3]Z[#4+#5] 拟合直线
#5=#5-#7 步距递减
END1
G00X100
M30
程序比较繁琐,下面就进行程序精简,这样输程序也不容易输错。
O1
M3S600T0101
#1=25 椭圆长半轴赋值
#2=-10 椭圆在工件坐标系Z坐标的赋值
#3=0 椭圆在工件坐标系里起点赋值
G00X52Z2
WHILE[#3GE-25]DO1 加工条件判断
#4=-15*SQRT[1-[#3*#3]/[#1*#1]] 求x值
G01X[2*#4+50]Z[#2+#3] 拟合直线
#3=#3-0.2 步距递减
END1
G00X100
M30
这样的话程序就精简了很多,看上面的图纸,现在要把整个轮廓加工出来,就讲一下如何使用粗加工指令G71二型配合使用。
O1
M3S600T0101
G00X52Z2
G71U0.5R0.5
G71P1Q2U0.5W0.5F0.2
N1G42G0X20W0
G1Z0
Z-10
#1=25
#2=-10
#3=0
WHILE[#3GE-25]DO1
#4=-15*SQRT[1-[#3*#3]/[#1*#1]]
G01X[2*#4+50]Z[#2+#3]
#3=#3-0.2
END1
G1X50Z-45
G02X50W-10R5
G1Z-65
N2G40X52
G00X100
M03S1000T0101
G0X52Z2
G70P1Q2F0.1
G0X100Z100
M30
本文转载来自【精品数控屋】,仅供大家学习交流,如侵权请联系站长删文。
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫
