

一、G74指令格式
G74轴向切槽循环,G74代码主要有两个功能,加工端面槽以及端面钻孔,G74用来钻孔实用性是不如G83啄式钻孔循环的,但是有些系统并不支持G83啄式钻孔循环,所以才会有G74来代替G83。我们先来看G74代码格式:
G74 R_;第一行
G74 X_ Z_ P_ Q_ R_ F_;第二行
第一行的R是指每次轴向进刀后的退刀量,第二行的XZ是切削终点坐标,P是单次切削循环径向(X轴)的切削量,半径值指定,Q是轴向切削单次进刀量,R是切削至终点后径向的退刀量,实际加工中,这个R值无需指定,因为没有任何意义,精度比较高的端面槽是需要留余量用G1来精车槽底及槽壁的,F是切削速度。

在用G74进行端面槽加工时需要注意以下几点,计算X向终点坐标时一定要记得减掉2倍刀宽或者加上2倍刀宽(加或剪取决于你对刀时对的是槽刀的哪个面),精度要求高的端面槽记得槽底跟槽壁各留10丝左右余量精车,选用端面槽刀时注意端面槽刀的加工范围,不合适的端面槽刀刀杆会产生干涉影响加工精度。用G74钻孔时钻头定位X坐标必须与终点坐标一致,第二行的P值以及R值无需输入,今天我们先说怎么用G74钻孔,明天我会用一个实例来教大家如何加工端面槽。
假如我需要在产品的端面中心钻一个直径30深50的孔,那么程序应该如下这样编写:
T101 S400 M3;
G0 X-30 Z2 M8;
G74 R0.5;退刀量不宜超过0.5,过大浪费加工时间
G74 X-30 Z-50 Q5000 F0.1;这一行的X-30可以省略,我这里写出来是让大家看到程序第二行与这一行的X值必须保持一致,Q值是每次进刀5mm,单位是0.001mm,有些系统单位是1或者0.0001mm,钻孔这一行P值省略或者输入P0
G0 X100 Z100;
M30;
以上就是怎么用G74来钻孔,
二、G74刀路
二、注意事项
合理设置G74指令的参数,可以达到不同的加工效果,但如果参数设置不合理,也会出现报警等异常情况,从而影响正常加工。及加工质量。使用切槽复合固定循环时的注意事项有:
1、在FANUC中,当出现以下情况而执行切槽复合固定循环指令时,将会出现程序报警。
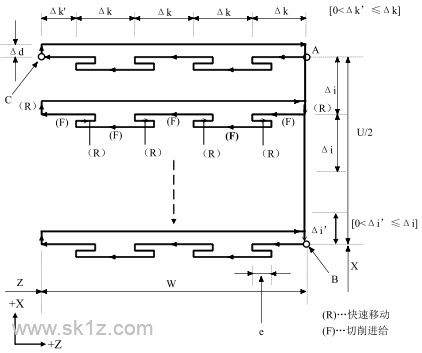
(1)X(U)或(W)指定,而△i或△k值未指定或指定为0;
(2)△k值大于Z轴的移动量W或△k值改定为负值;
(3)△i值大于U/2或△i值设定为负值;
(4)退刀量大于进刀量,即e值大于每次切深量Δk。
2、每一次的Z向切消削深度△k由程序指定,但最后一次切深与总深度有关,共值的变化范围:
0<△k‘≤△k
同理:
0<△i’≤Δi
3、由于△i和△k为无符号值,所以,刀具切深完后的偏移方向由系统根据刀具起刀点及切槽终点的坐标自动判断。
4、切槽过程中,刀具或工件受较大的单方向切削力,容易在切削过程中产生振动,因此,切槽加工中进给速度的取值应略小(特别是在端面切槽时),通常取50-100/min。
原创文章,作者:数控笔记,如若转载,请注明出处:https://www.sk1z.com/69725.html
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫
