

FANUC/三菱/西门子第二参考点参数介绍
1、FANUC第二参考点介绍
FANUC 第2参考点设定简单介绍

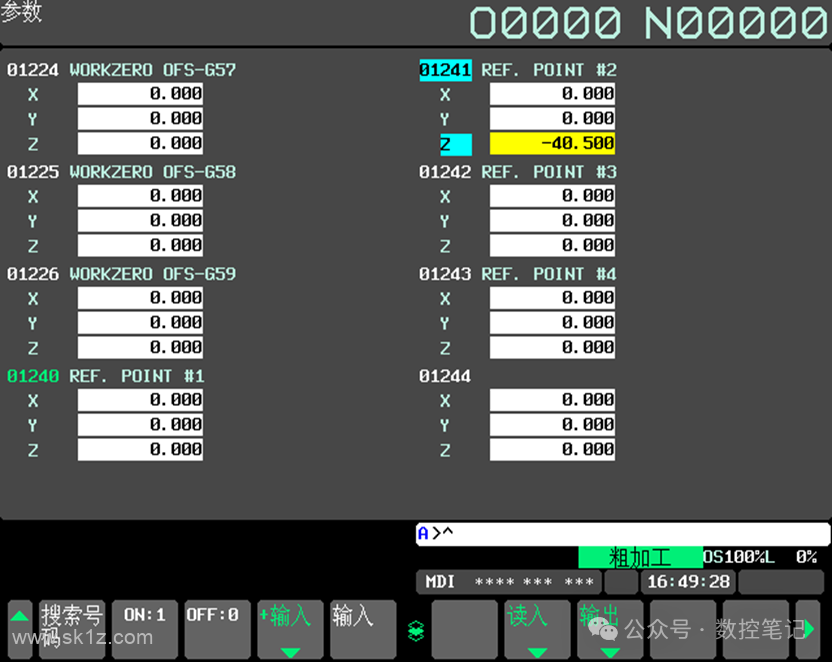
No.1240:第1参考点在机械坐标系中的坐标值
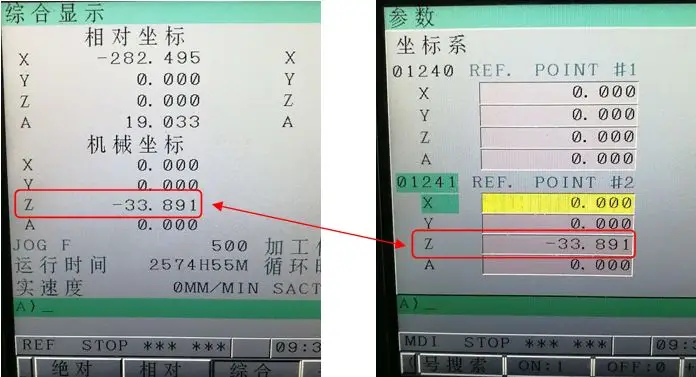
No.1241:第2参考点在机械坐标系中的坐标值
No.1242:第3参考点在机械坐标系中的坐标值
No.1243:第4参考点在机械坐标系中的坐标值
其中,No.1240参数是受保护的,默认值为0,机床回参考点就是回该参数下的这几个坐标值。我们可以在No.1241、No.1242、No.1243这几个参数里设置机械坐标值,使用的时候可以通过G30来调用第2参考点、第3参考点、第4参考点。第1参考点通过G28来调用。
例如:
如需设定第2参考点,
编程方式:G30 P2 X0 Y0 Z0;
执行该指令,机床就会走到No.1241参数里的XYZ坐标值处。
如需设定第3参考点,
编程方式:G30 P3 X0 Y0 Z0;
执行该指令,机床就会走到No.1242参数里的XYZ坐标值处。
如需设定第4参考点,
编程方式:G30 P4 X0 Y0 Z0;
执行该指令,机床就会走到No.1243参数里的XYZ坐标值处。
第2参考点、第3参考点、第4参考点,可以作为刀库换刀点或机器人取放件的固定点。当位置需要变动时,修改参数1241~1243中XYZ的坐标值即可。
2、三菱第二参考点介绍
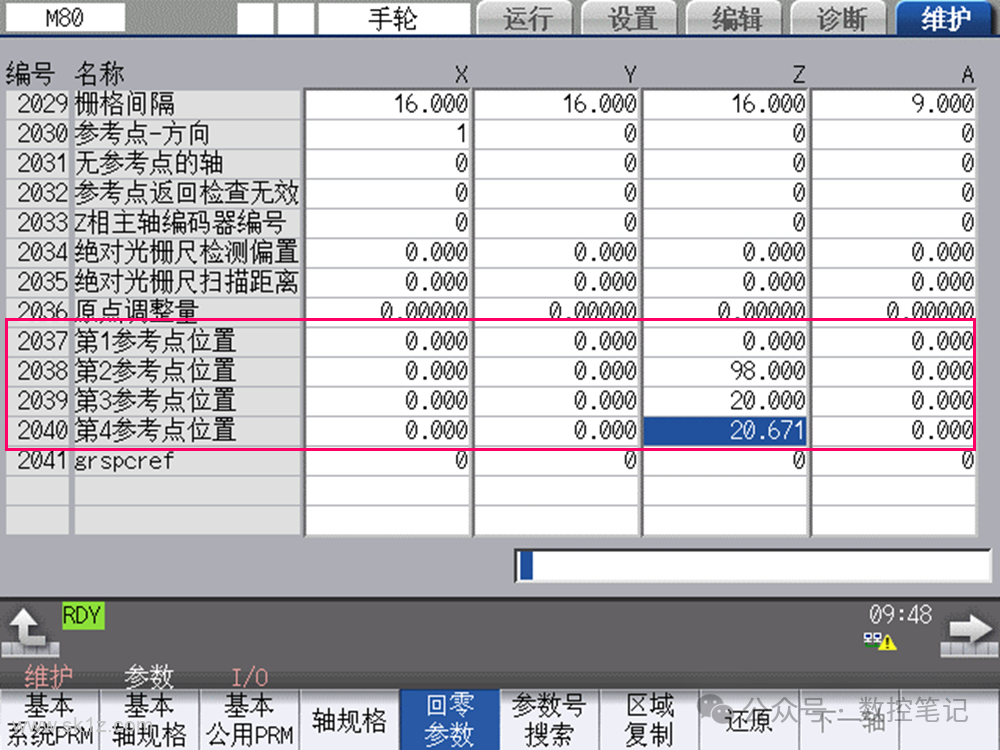
No.2037:第1参考点位置
No.2038:第2参考点位置
No.2039:第3参考点位置
No.2040:第4参考点位置
编程方式和使用方法同上述的FANUC系统;
例如:
如需设定第2参考点,
编程方式:G30 P2 X0 Y0 Z0;
执行该指令,机床就会走到2038参数里的XYZ坐标值处。
如需设定第3参考点,
编程方式:G30 P3 X0 Y0 Z0;
执行该指令,机床就会走到2039参数里的XYZ坐标值处。
如需设定第4参考点,
编程方式:G30 P4 X0 Y0 Z0;
执行该指令,机床就会走到2040参数里的XYZ坐标值处。
3、西门子第二参考点介绍
返回参考点
MD34010 REFP_CAM_DIR_IS_MINUS 返回参考点方向
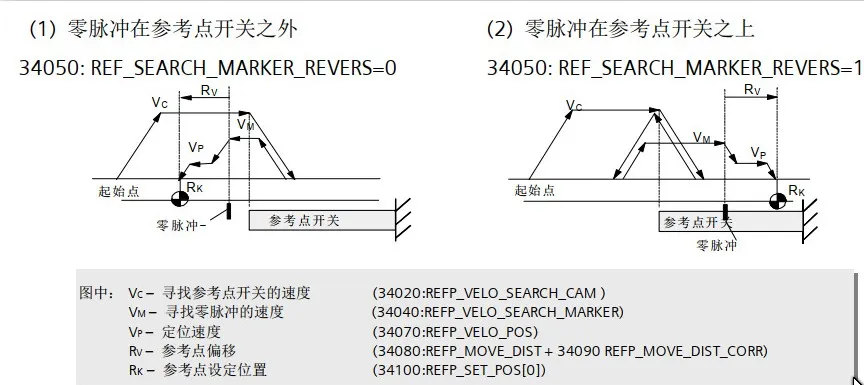
MD34020 REFP_VELO_SEARCH_CAM 寻找参考点开关的速度
MD34040 REFP_VELO_SEARCH_MARKER 寻找零脉冲的速度
MD34060 REFP_MAX_MARKER_DIST 寻找零标记的最大距离
MD34070 REFP_VELO_POS 返回参考点的定位速度
MD34100 REFP_SET_POS 参考点(相对于机床坐标系)的位置
MD34110 REFP_CYCLE_NR 返回参考点次序
MD34200 ENC_REFP_MODE[0]…[1] 返回参考点模式
MD34210 ENC_REFP_STATE[0]…[1] 绝对值编码器调试状态
MD11300 JOG_INC_MODE_LEVELTRIGGRD 返回参考点触发方式
软限位
MD36100 POS_LIMIT_MINUS 第一软限位负向
MD36110 POS_LIMIT_PLUS 第一软限位正向
参考点相关的参数设置:

注意:返回参考点后应检查 MD34093 的值,在 1/3 螺距到 2/3 螺距之间为最佳。如果接近零或接近一个螺距的值,则可能会出现回参考点不准的情况,正好相差一个螺距。此时将 MD34092填入半个螺距的值。同时要保证参考点撞块和硬限位撞块重叠安装,以保证返回参考点前坐标不会停在参考点撞块和硬限位撞块之间。


本篇文章来源于微信公众号: 数控笔记
原创文章,作者:数控笔记,如若转载,请注明出处:https://www.sk1z.com/78457.html
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫
