

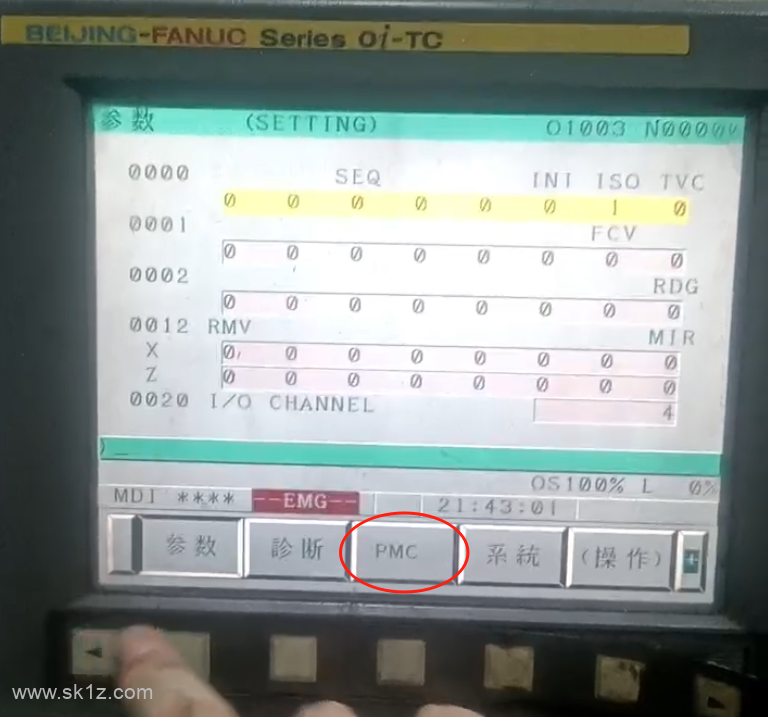
0i-C系统查看IO模组方法:
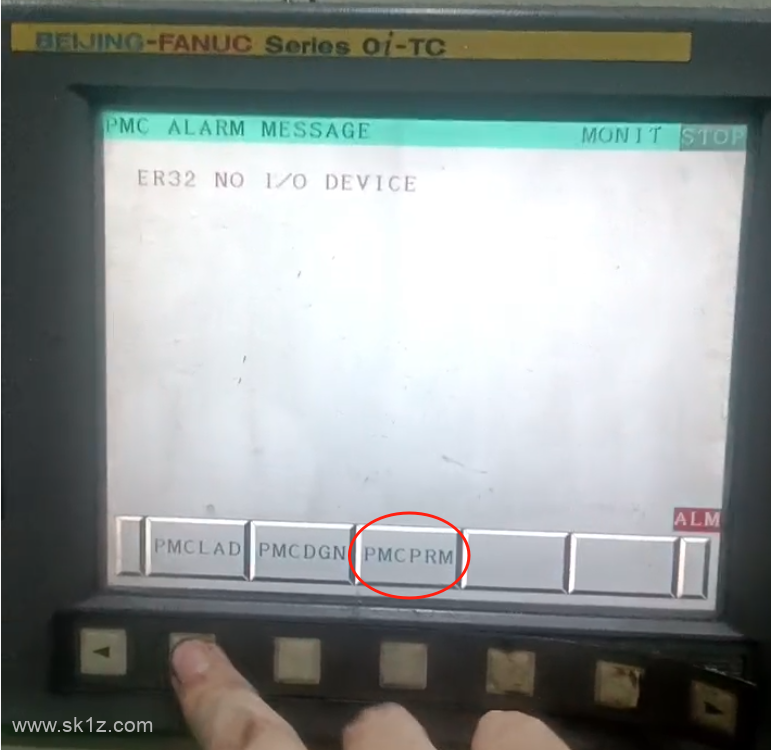
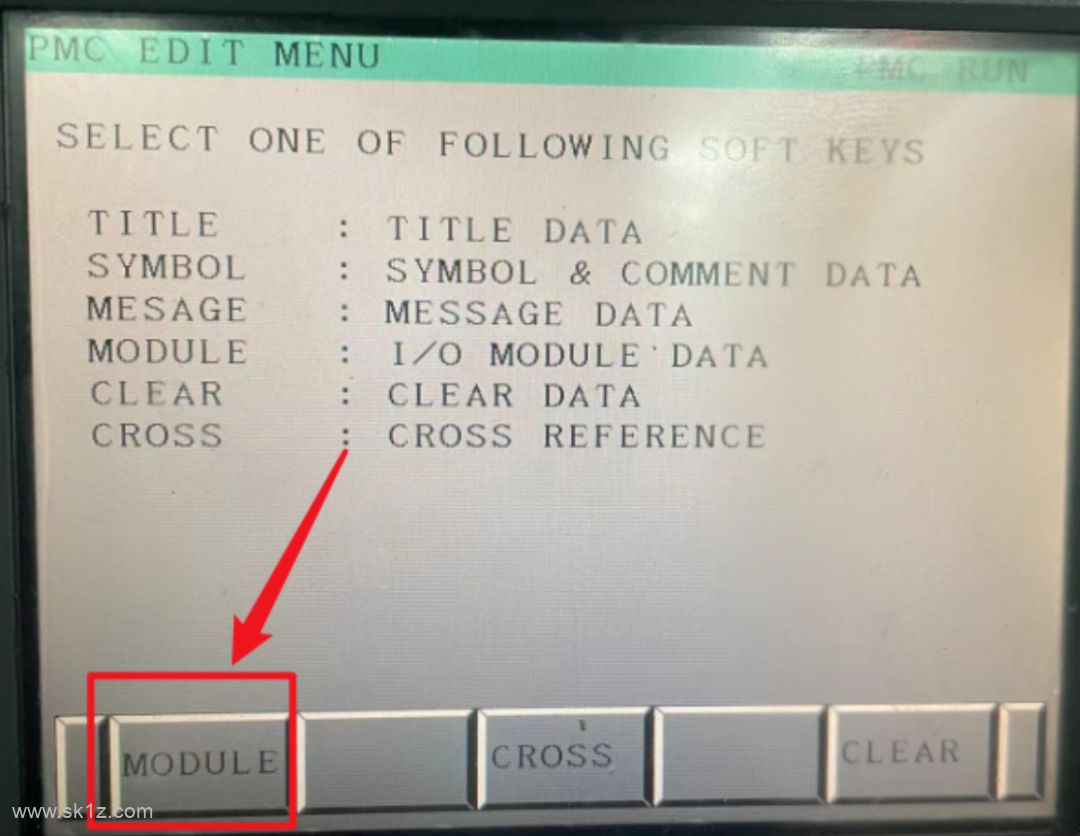
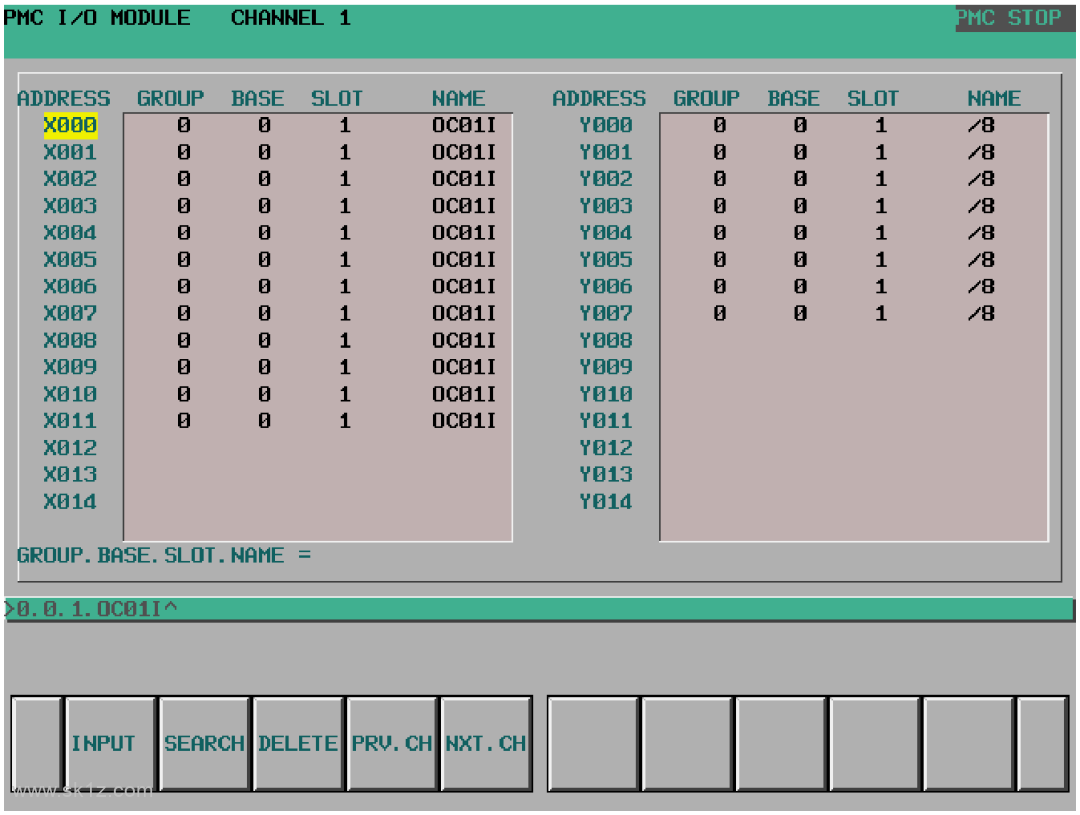
1.按下面板上的“SYSTEM”按键,点击“PMC”按键

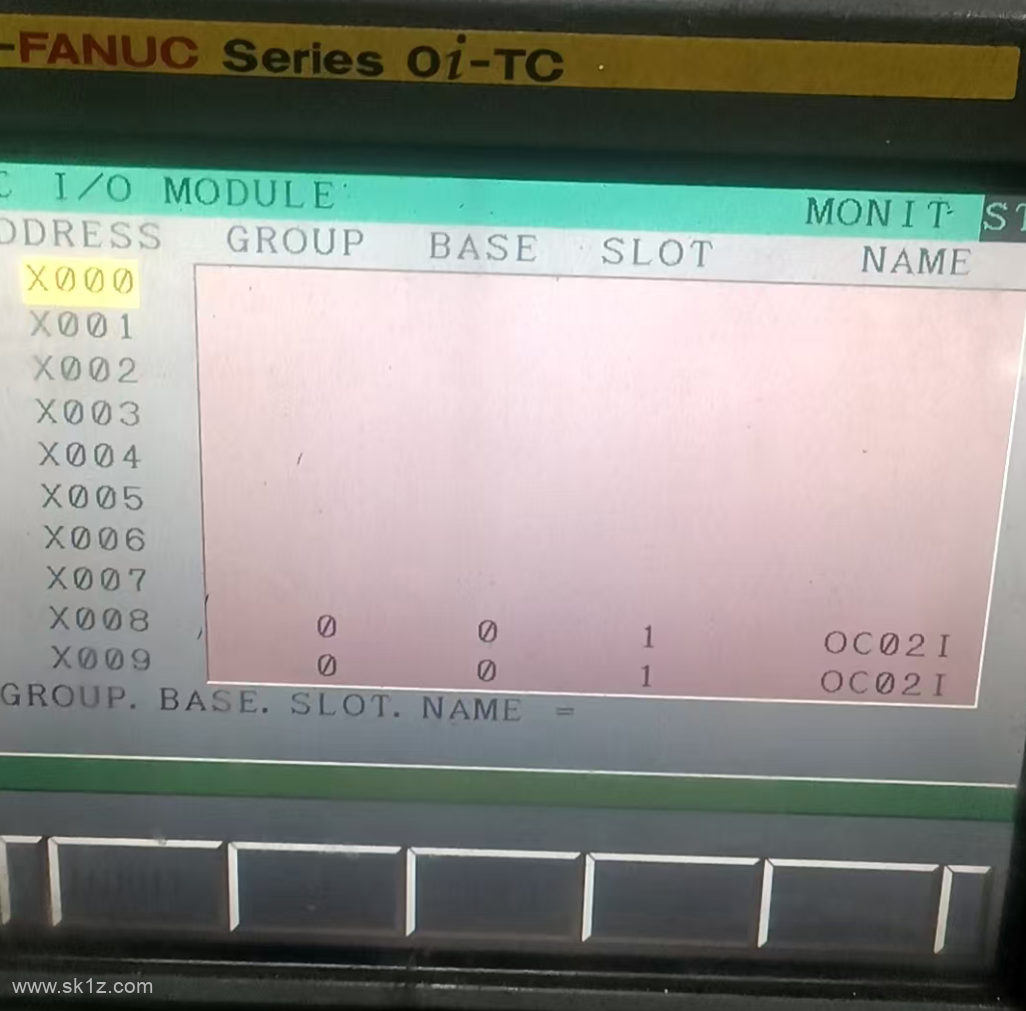

0i-C系统IO模块介绍:
由于 0i-C本身带有专用 I/O 单元,该 I/O单元表面上看起来与 0i-B系统的内置 I/O卡相似,都是 96/64 个输入/输出点,但具体的地址排列有一些区别,同时必须进行I/O 模块的地址分配)。


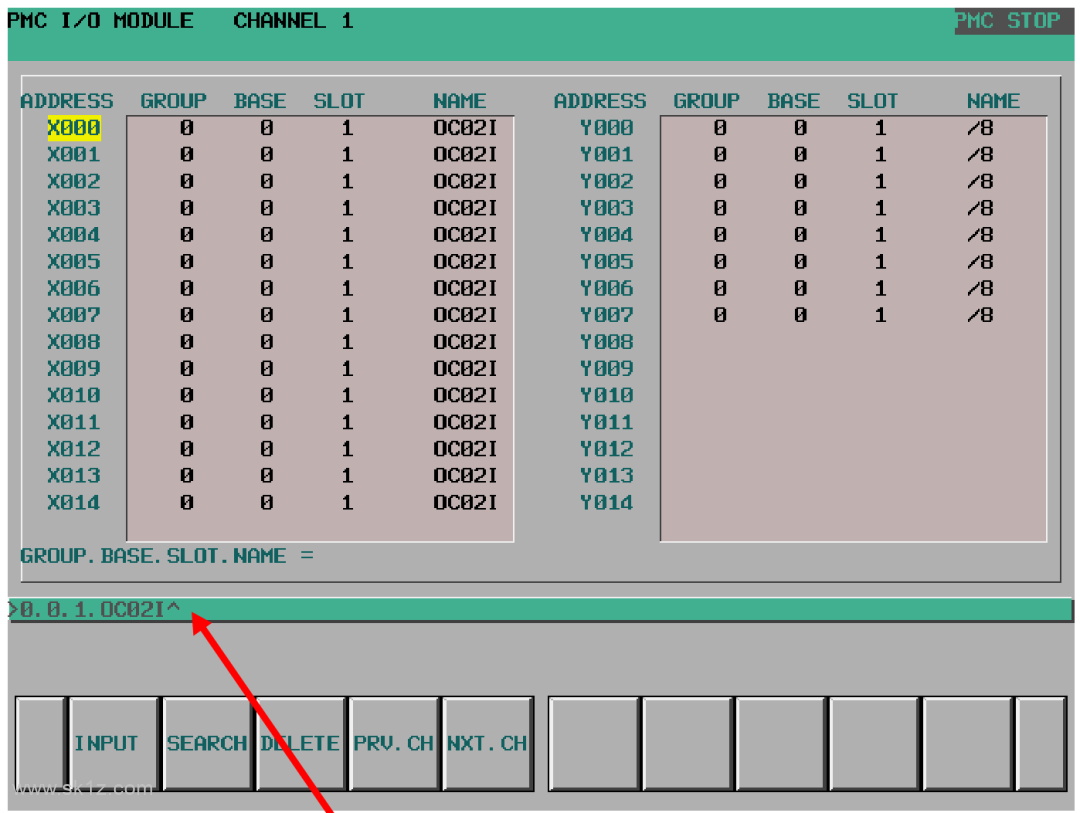
● 当不再连接其它模块时,可设置如下:
X从 X0 开始 0.0.1.OC02I ;
Y从 Y0 开始 0.0.1./8 ;
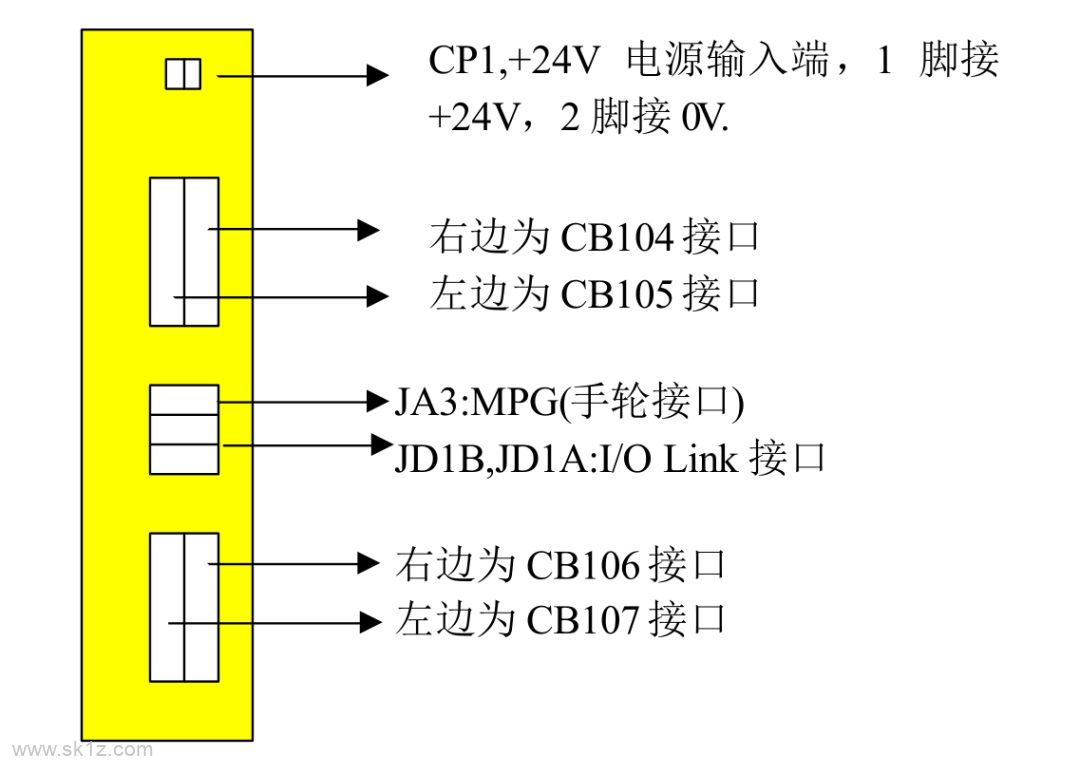
注:手轮连接到系统的专用 I/0 单元的 JA3 上,手轮信号从 X12~X14引入系统。可以通过旋转手轮,同时观察PMC 的 X12~X14是否变化来确认手轮是否起作用。
2、当使用标准机床面板时
一般机床侧还有一个I/O 卡,手轮必须接在标准操作面板后 JA3。可设置如下:
● 机床侧的 I/O 卡的 I/O 点
X从 X0 开始 0.0.1.OC01I,
Y从 Y0 开始 0.0.1./8
● 操作面板侧的 I/O 点
X点从 X20 开始 1.0.1.OC02I (OC02I对应手轮)
Y点从 Y24 开始 1.0.1./8
标准机床操作面板

3、分线盘 I/O 模块的设定

对于分线盘(分散型)I/O模块,要将所有的模块(基本模块加扩展模块)作为
一个整体一起设定。因为可以连接一个基本模块,最多 3 个扩展模块,每个模
块单元占用 3 个字节的输入点,2 个字节输出点,总共占用 12 字节输入/8 字节输出(96/64点),和上述的内装 I/O 相似,也可以连接手轮,设定方法相似可设置如下:
● 不带手轮:
输入 X0 开始 0.0.1.OC01I
输出 Y0 开始 0.0.1./8
● 带手轮:
输入 X0 开始 1.0.1.OC02I (OC02I对应手轮)
输出 Y0 开始 1.0.1./8
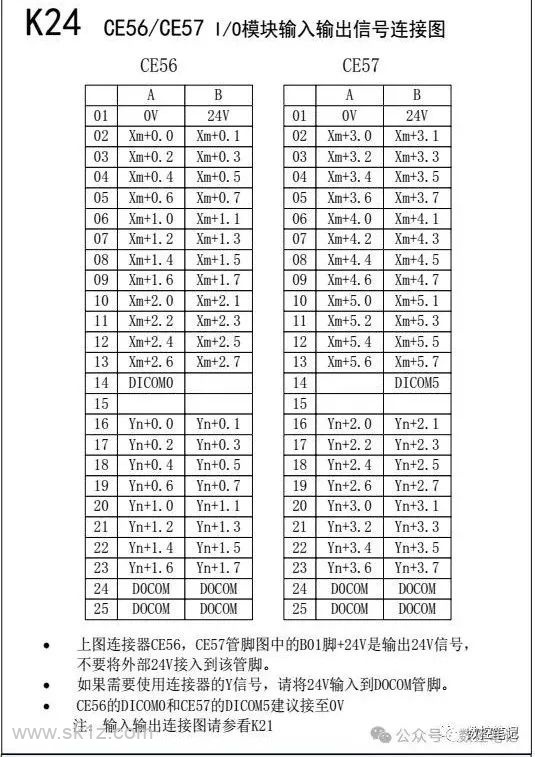
下面图中的地址 m就是此处的0,n 就是此处的0(首地址)
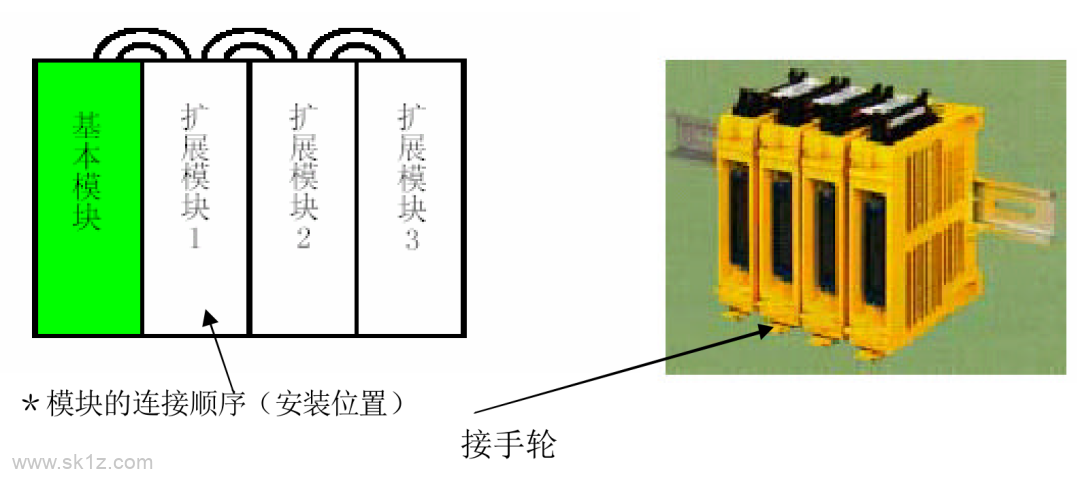
注意:●带手轮接口的扩展模块,要安装在最靠近基本模块的位置,如上图中的扩展模块1。●手轮信号为X12-X14。
本篇文章来源于微信公众号: 数控笔记
原创文章,作者:数控笔记,如若转载,请注明出处:https://www.sk1z.com/80411.html
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫
